
Additive Manufacturing Technology
Characterized by building a part via “Adding” material, additive manufacturing excels at low to mid volume production, prototyping, tooling, fixtures, and more. Explore our Additive Manufacturing capabilities below.

What is Additive Manufacturing?
Additive Manufacturing (often called 3D printing) is a family of technology where parts are produced via adding material, effectively building up a part over time rather than cutting stock away. There are many forms of Additive Manufacturing with diverse capabilities, properties, material capabilities, and price points. At Causality Manufacturing, we focus on a few key technologies that balance cost effectiveness, precision, material properties, and speed in various ways to best serve our customers.
The AM Family Tree
As we mentioned the Additive Manufacturing family is an incredibly diverse set of technology, in an effort to be concise we will primarily stick to the technologies that we operate and have experience in.
Fused Deposition Modeling (FDM)
FDM makes up 90%+ of the exposure that most people have had to AM. This technology operates on the fundamental principle of liquefying a material (often in a wire “filament” form) in a toolhead and extruding material through a robotically controlled nozzle to build a part. An easy way to imagine this technology is a robot with a high tech hot glue gun. Due to this simplicity, entry level machines and common materials make up some of the most affordable options for consumer and small business AM.
While the concept seems simple, FDM has been highly developed with an incredibly wide range of materials and performance characteristics. FDM is extremely popular for being able to print some of the strongest, most chemically stable, and most heat resistant polymers on the planet. FDM is also incredibly scalable, as you can build a machine out of any XYZ gantry, making FDM machines some of the largest types of AM machines in the world.
While most FDM machines print with filament (typically called FFF or Fused Filament Fabrication), some of these machines are able to print using pellets or other forms of feedstock (such as a curable fluid or paste). While many of these technologies may have their own unique names and attributes, they share the same fundamental deposition/fusion properties as FDM.
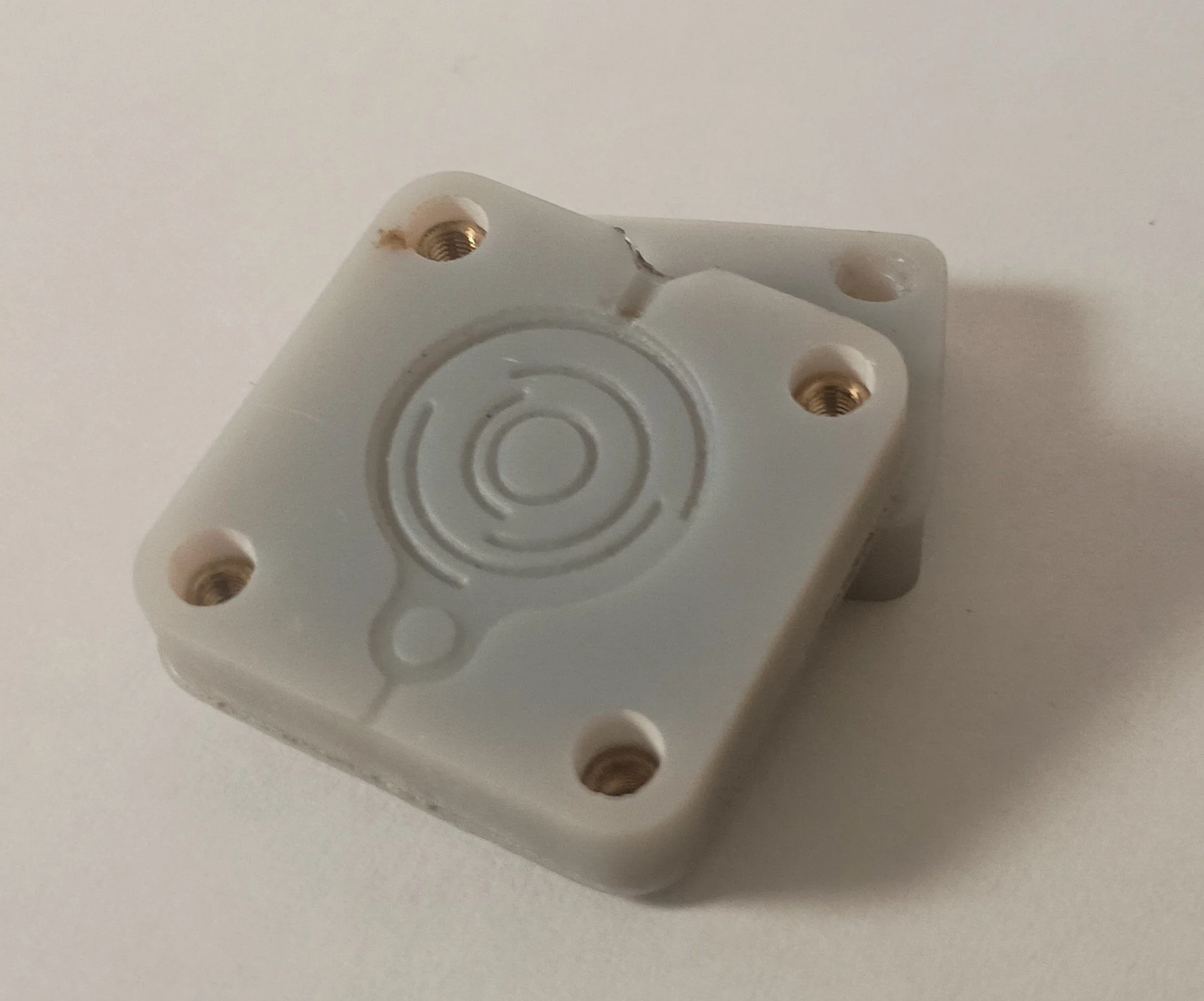
Photopolymerization (Resin)
Resin based AM follows very different operating principles than it’s more common FDM cousin, but is also an extremely well developed subset of technology in it’s own right. This technology utilizes a liquid “Resin” that is made up of monomers and oligomers (broken up polymer sections) that polymerize (chain together) when activated. This activation is caused by a photo initiator in each specific resin formula that releases charged radicals when struck by UV light. When the resin is exposed to UV of the right wavelength and intensity, the resin quickly cures into a solid plastic. Using this property; these machines project images onto a flat resin surface to produce a thin layer before recoating the layer in resin and repeating to form a part.
There are several subsets of Resin AM; such as SLA, MSLA, DLP, Polyjet, and many others. SLA, MSLA, and DLP all operate in a similar manner where UV light is controlled, shaped into a 2D image, and projected onto the resin (either on the top of a vat or under a clear release film). The difference between these technologies is simply the light source/image generation method; as SLA traditionally uses a fine laser to trace the image, MSLA uses an LCD screen to mask each layer with a high intensity UV source behind the screen, and DLP uses a micromirror array (normally found in high end movie projectors) to redirect each pixel onto the correct location. Polyjet however uses an Inkjet like operational principle where tiny droplets of resin are sprayed onto a part and cured with high powered UV lights as each layer as built.
Due to the hydrophobic, sticky, and highly irritating nature of uncured resin; these machines require additional care to operate and maintain over FDM machines (which is largely the cause of FDM’s greater popularity in the consumer market). However, this technology is able to produce parts with a far superior resolution and surface finish to FDM, as well as parts with thermoset properties. As a result, we have used our Resin machines to produce everything from autoclavable medical device prototypes to functional injection molds.
Powder Bed Fusion (PBF)
Departing from the consumer grade technologies, Powder Bed Fusion sees a substantial increase in hardware pricing as well as operational capabilities. Fundamentally, PBF operates via binding a powder together to form layers in a build volume, where each subsequent layer of powder is spread over the previous layer prior to selective binding. There are many forms of PBF that vary in notable ways, so we will be breaking out into the subsets of this technology for a deeper dive.
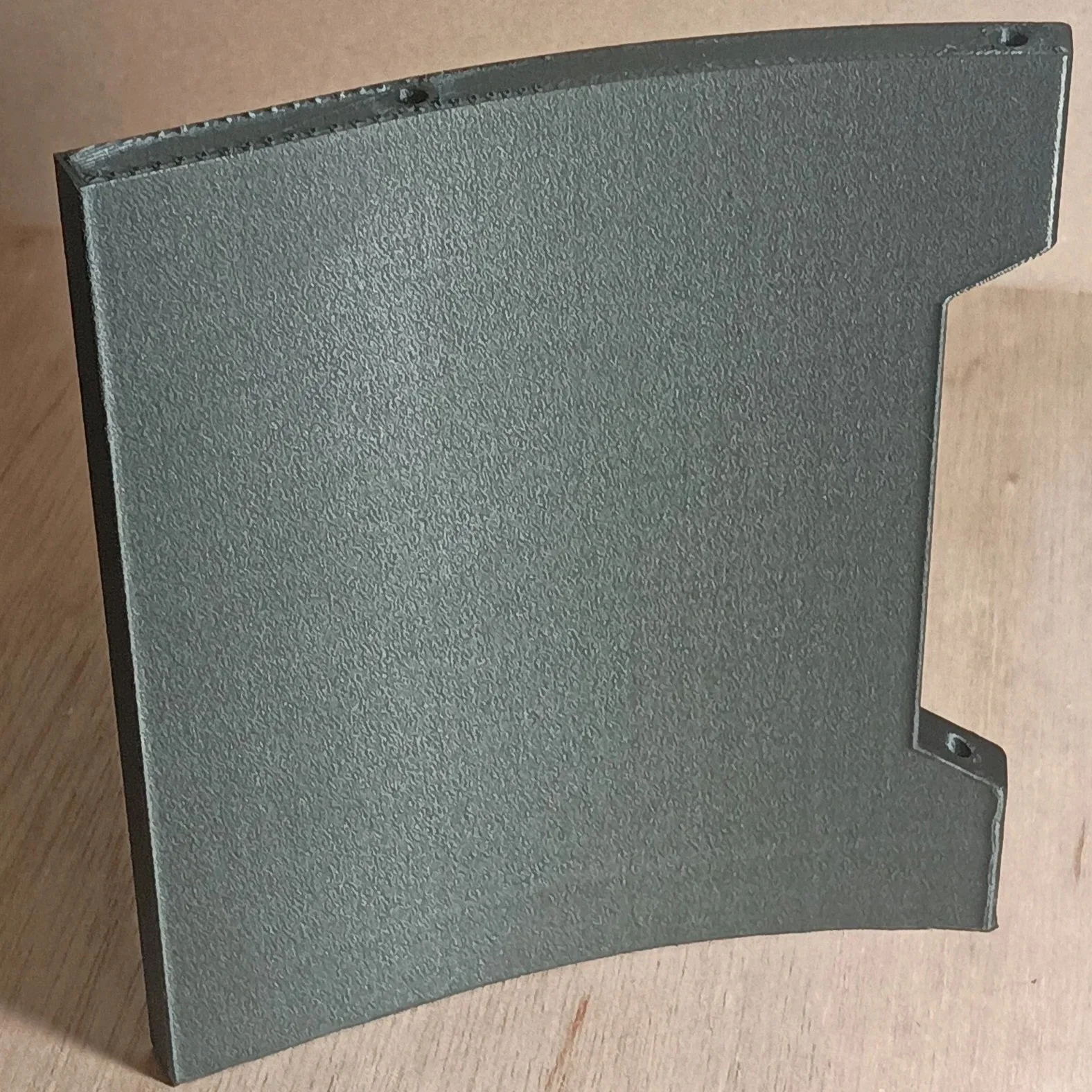
Selective Laser Sintering (SLS)
SLS is a form of PBF that uses a high powered laser to sinter (flash melt) powder together to form a solid part. This technology traditionally is used with polymers such as PA12 nylon, PA11 nylon, and TPU. Recently, there have been some developments with a process called CMF (Cold Metal Fusion) which uses a powder made up of a metal and a binder that can be printed in a SLS machine and post-sintered to create a solid metal part. SLS is characterized by producing tough nylon parts with a consistent and slightly gritty surface finish that can be sand or bead blasted, colored with dye, or chemically smoothed to vary the appearance of parts. SLS is widely considered to be one of the most suitable polymer AM for durable product production, as parts can be nested to quickly produce in large quantities with excellent mechanical properties and a finish that is customer-ready with little post processing.
Multi Jet Fusion (MJF)
MJF was developed as a near peer technology to SLS that complements some of the shortcomings of the technology. MJF functions via spraying a pigment (using an inkjet-like array) over a PA12 powder bed. Between layers, the surface of the powder bed is exposed to an extremely bright light source that induces heat in any powder that contains the pigment that was deposited. This causes the power that has been “marked” by the inkjet to melt and fuse together. The main advantage of this approach is processing speed. Since layers are heated simultaneously, MJF machines are exceptionally well suited for producing large quantities of parts quicky (even faster than SLS). Along with this, the heat exposure in the parts can be more tightly controlled than SLS which can result in more consistent material properties and a lower risk of deformation. The main weakness of MJF is price. Since MJF used an expendable pigment (and large quantities of it) the consumable cost that goes into each part is noticeably higher than SLS which can influence decisions when parts need to be made economically.
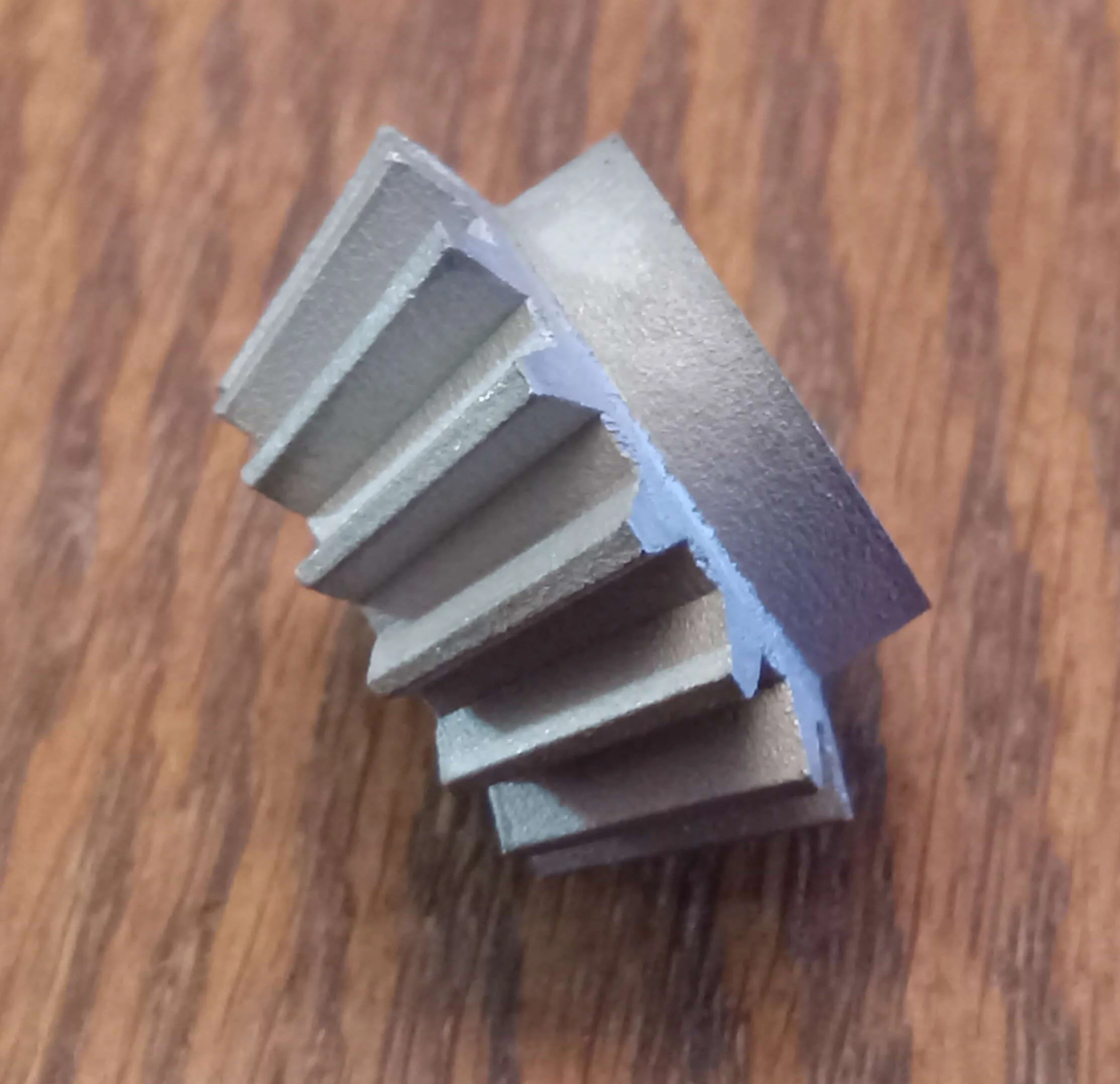
Metal Laser Powder Bed Fusion (MLPBF)
MLPBF is very similar to SLS, but is intended for producing metal parts rather than polymer. Due to the higher thermal conductivity and energy requirements to fuse metal, modern machines fully liquefy the metal powder with each laser pass. This improves the density of the completed metal parts, and in many circumstances can achieve better material properties than parts cast in the same alloy of metal. To process reactive metal alloys MLPBF machines use an inert atmosphere held at a slightly positive pressure to push out Oxygen, often reaching concentrations well below 100ppm (parts per million) oxygen concentration inside of the machine. DMLS and SLM (trade names from EOS and Nikon SLM solutions) are nearly identical process to MLPBF. These terms are often used interchangeably and refer to fundamentally the same process, so if you are looking for DMLS or SLM, this is the place to be!
Electron Beam Melting (EBM)
EBM is similar to SLM, however the laser is replaced with a guided electron beam. This offers advantages in producing extremely fine details, as the electron beam can be focused far more tightly than the lasers used in other machines. However, due to the low relative power output of EBM, the feedstock in EBM must be preheated to much higher temperatures in order to fuse materials. Additionally, EBM tends to be a slower process as the electron beam covers less surface area with each pass when forming a layer.
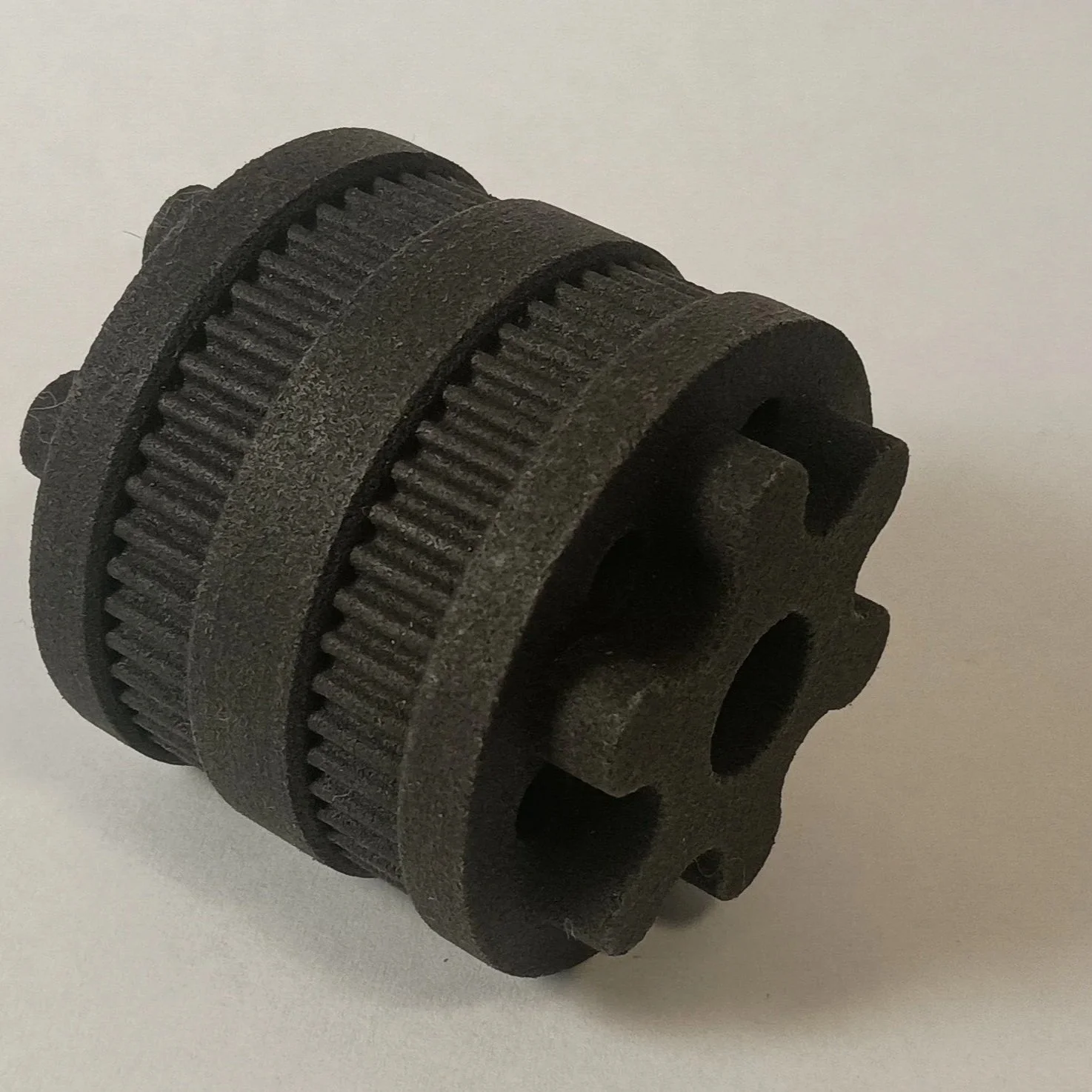
Metal Binder Jetting (MBJ)
Metal binder jetting is a technology that produces “green” metal parts (parts that are loosely bound together to be sintered in an oven) by spraying powder with a binder to hold each layer together. Much like MJF, this is done via an inkjet like array that can precisely place the binder to form parts. As this is a zero force process, MBJ parts do not require supports (similar to SLS and MJF, but contrary to MLPBF), meaning that more intricate and smooth metal parts can be created. These parts undergo shrinkage during sintering, however this shrinkage is relatively predictable and can be compensated for easily in software when preparing a file. This process is well suited for large scale production of metal parts (as MBJ is quite fast compared to MLPBF), but does suffer in accuracy compared to MLPBF.

Why Choose Additive? (or why not)
Additive Manufacturing offers many compelling benefits over traditional manufacturing methods that can offer improved performance, cost effectiveness, material compatibility, and flexibility over other options. In particular; AM has a very low startup cost, can create geometries not possible with traditional manufacturing, is extremely agile to design changes, and can be combined with traditional manufacturing to cover weak points.
Additive Manufacturing does not require any part specific tooling such as injection molding. As a result, the only cost associated with producing a new component is the setup labor and printing process itself. This makes AM incredibly cost effective for small volumes of parts, as we can often produce thousands of parts via SLS before it would be financially advantageous to produce those parts via Injection Molding. People often assume that Injection Molding is the only viable way to produce plastic parts for production hardware, but it is often worth a second look to make sure your expected volumes actually make sense to move to Injection Molding for financial reasons.
Since AM builds material up to produce parts, the tool access needed in a process like subtractive machining is not necessary. This means that far more complex enclosed shapes, lattices, infill, and high performance geometries can be created that are nearly impossible to produce otherwise. In applications like aerospace, complex fluid management, and tooling production; this allows engineers to produce geometries that are far more optimized for strength to weight (via foams & lattices) or thermal/fluid dynamics properties (for heat exchangers and cooled Injection Molds).
As a result of the zero tooling properties of AM, the time needed to iterate a part is measured in hours instead of weeks. To change the geometry of a part being produced, we simply change the file that we provide the machine. This allows us to push design revisions through at a very rapid pace, often allowing us to iterate a design multiple times within a day.
Finally, a little known property of AM is that it does not have to exist in a Vacuum. At Causality Manufacturing, we often combine our metal AM capabilities with our CNC machining equipment. This allows us to print an unfinished injection mold with high performance conformal cooling channels, then machine critical surfaces to achieve the tolerances necessary for a functional piece of tooling.
While we love AM, there are valid reasons to choose other options for certain projects.
For simple 2D geometries such as plates, gussets, and brackets; AM is not the right choice. Parts that can be laser cut or quickly machined from a piece of stock (on a 3 axis machine) will often be cheaper in those applications.
If you are working in quantities that tip the balance towards frontloaded tooling, AM loses the financial edge quickly. It is important to do the math to determine at what point it will make more sense to invest in an Injection mold (maybe a hybrid AM-CNC one!). AM pricing scales linearly with additional units, so pricing naturally settles to a set minimum which is almost always higher than the per unit price of an injection molded part. Given enough units, injection molding will eventually win the price race.
Selecting the correct manufacturing process for a given scenario is rarely black and white, but you aren’t in this alone. Causality Manufacturing strives to help our customers make wise decisions when sourcing manufacturing services (either with us or with another manufacturer). Because of this, we offer free DFM (Design for Manufacturing) reviews for all of our services, and can help match our customers to their ideal manufacturing process free of charge. If you could use assistance deciding what manufacturing process is right for you or how to design within the constraints of a manufacturing process, reach out to our team to see how we can help you navigate this process.
Worried about Spam? We are committed to only contacting our customers in response to a quote request or in response to a question, we do not bombard with unsolicited emails. If you decide our services aren’t right for you, we will not chase you until the end of time. If at any time you are no longer interested in speaking or receiving messages, let us know and we will remove you from our contact list.